Dimensional accuracy with minimum wall thicknesses
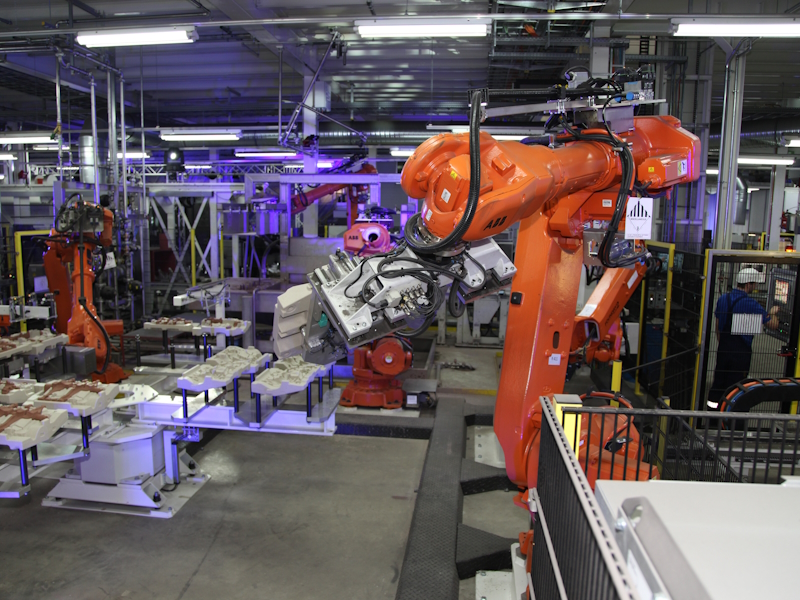
We produce up to 150,000 cores a day using the cold box process. One special feature is the direct connection to the housing core production.
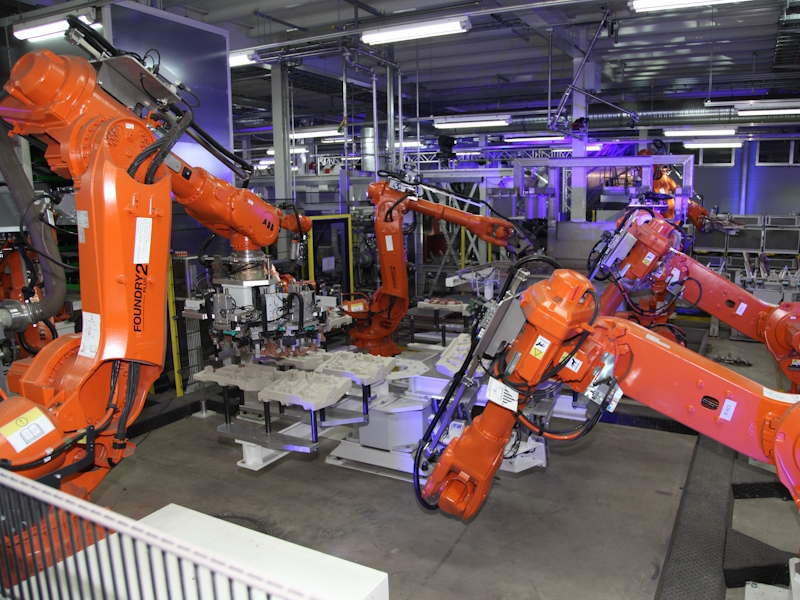
The dimensional accuracy and weight consistency of our castings is supported by automated handling / robot systems. These produce individual cores and pre-assembled core packages with maximum dimensional accuracy and minimum possible wall thicknesses under reproducible core production boundary conditions.
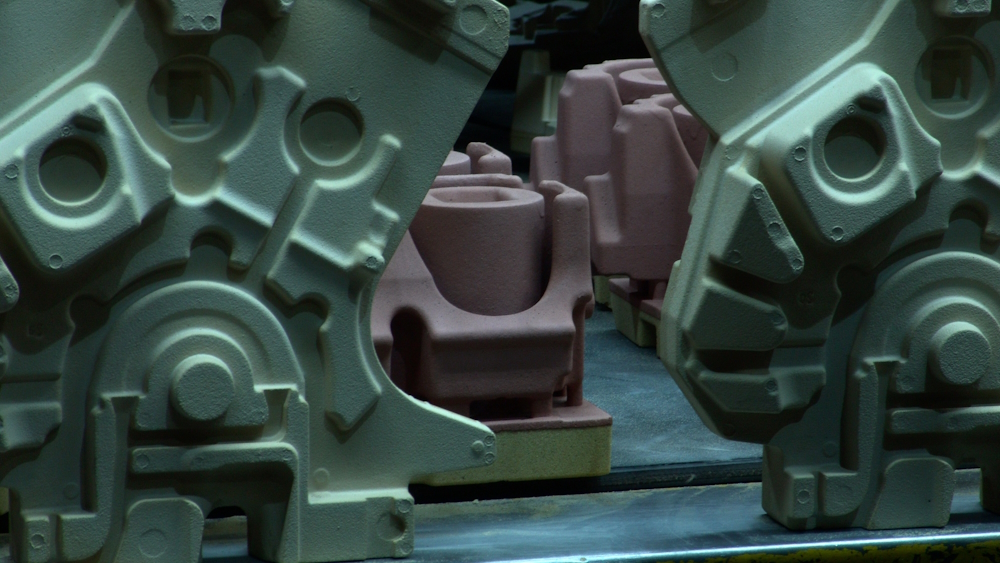
Shapes
Innovative processes with sand
A molding capacity of up to 7,500 molds per day as twins or quads results in a daily production of up to 25,000 engine blocks on one of the largest molding lines in the world.
Molding plants
Box dimensions FAB3: 1300 x 900 x 300 / 300
Box dimensions FAB4: 1300 x 1000 x 350+50 / 400
High availability and maximum dimensional accuracy are guaranteed by interlinked systems and automated tool transports to the molding plant.
Melting
Casting in top form
The production, adjustment and control of the required material and therefore component properties is decisively determined by the procedure for melting, alloying and conditioning the melt.
Melting units:
one of the largest cupola furnaces in Europe with 60 tons of molten iron / h for GJL
2 x 8.5 t medium-frequency induction crucible furnaces for GJV and alloyed cast iron and steel grades
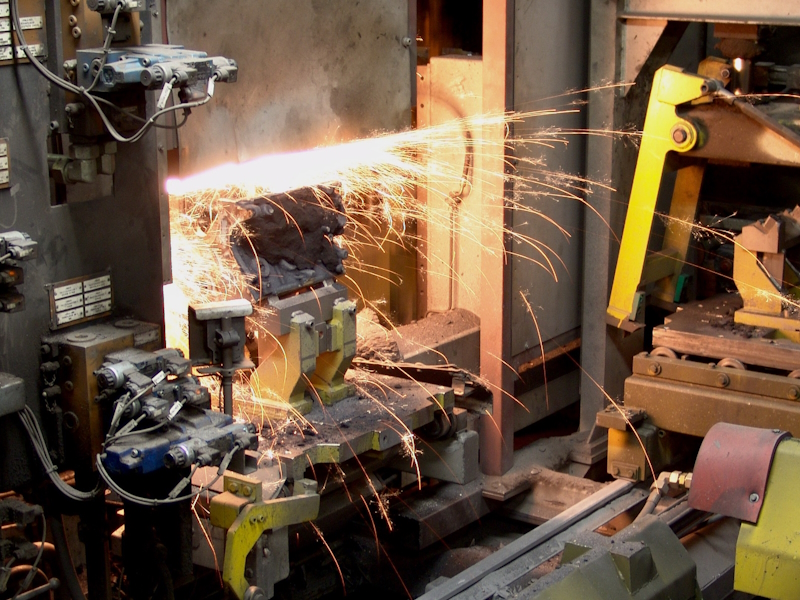
Initial processing
Automated processing with flexibility
After emptying and cooling down, our fettling lines allow for a clocked decoring, grinding and blasting process – without any manual handling. By increasing the vertical range of manufacture, we are countering the trend towards transferring more and more of the value creation to the supplier. At the customer’s request, we integrate further operations into the fettling line, such as geometry documentation, pre-processing, painting, adjustment or ultra-fine blasting.
Technology
Challenges and requirements
The complexity of cylinder crankcases, the dynamics and the development in the automotive industry are constantly growing and changing. We are meeting this challenge with a consistent focus on our core competencies and a clear strategic positioning.
Based on our automated production systems, we react flexibly to our customers‘ changing requirements. We ensure high availability of our systems through continuous monitoring, planning and retrofitting of production facilities.
4 steps to series production:
1. development
2. prototyping
3. process optimization
4. series production
Automation
Dummy text
The complexity of cylinder crankcases, the dynamics and the development in the automotive industry are constantly growing and changing. We are meeting this challenge with a consistent focus on our core competencies and a clear strategic positioning.
Based on our automated production systems, we react flexibly to our customers’ changing requirements. We ensure high availability of our systems through continuous monitoring, planning and retrofitting of production facilities.
Product and model planning
Competence makes the difference
Eisenwerk Brühl has highly qualified and committed employees to support our customers’ product development. We deliver expertise from a single source, from CAD development to tool design. This makes us a preferred partner for support in the development of high-quality castings for engine casting. This is based on a variety of modern software tools, from CAD programs to casting simulation.
This site is registered on wpml.org as a development site. Switch to a production site key to remove this banner.